

Jednostavan proces proizvodnje čeličnih kuglica
Oblikovanje slijepe kugle → uklanjanje prstena → grubo brušenje → meko brušenje → oblikovanje slijepe kugle → glatka kugla (ili turpijanje → meko brušenje) → tvrdo brušenje → fino brušenje → precizno brušenje (ili poliranje) → ultra precizno brušenje.
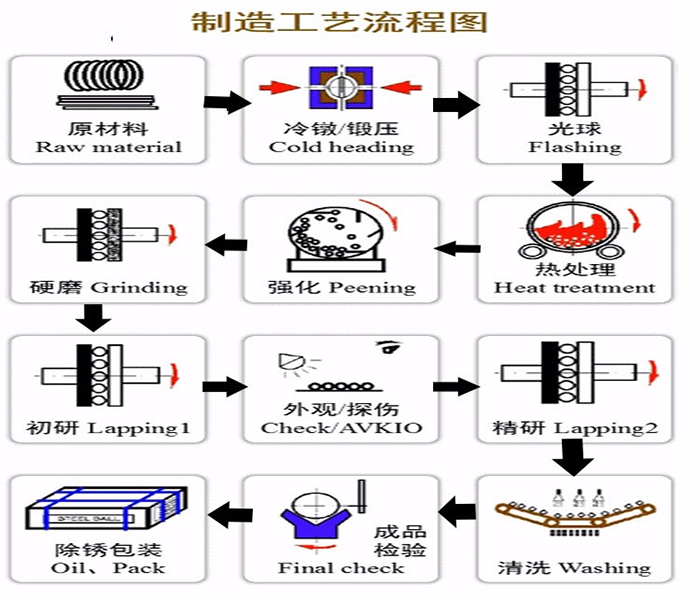
Detaljan proces proizvodnje čeličnih kuglica
1. Izvlačenje žice: Razvucite žicu na željeni promjer pomoću stroja za izvlačenje žice;
2. Hladno vađenje (kovanje): Stavite izvučenu žicu u stroj za hladno vađenje čelične kugle i upotrijebite čeličnu matricu unutar stroja da je iskujete u praznu kuglu;
3. Svjetleća kugla: Dvije kružne ploče kuglice za mljevenje od lijevanog željeza unutar stroja sa svjetlosnom kuglom pritiskaju i turpijaju embrij hladnog naslova kako bi se uklonio vanjski prsten i dva pola na embriju;
4. Meka kugla: Dvije kružne ploče kugle za mljevenje od lijevanog željeza unutar stroja za meku kuglu turpijaju embrij lagane kugle kako bi se samljeo u potrebni promjer kugle i hrapavost površine;
5. Toplinska obrada: Stavite kuglu u peć za toplinsku obradu, pougljičite je, prigušite i temperirajte kako biste dobili određeni sloj naugljičenja, tvrdoću, žilavost i opterećenje pri drobljenju;
6. Tvrdo brušenje: disk brusnog kotača unutar stroja za mljevenje vrši pritisak i brusi toplinski obrađenu kuglicu kako bi se uklonio sloj crnog oksida na površini kuglice i ispravila točnost kuglice;
7. Čišćenje preciznim brušenjem/poliranjem: Precizno brušenje: Samljeti zametak kugle za mljevenje u stroju za precizno brušenje kako biste postigli potrebnu preciznost i glatkoću gotovog proizvoda;
Poliranje i čišćenje: Ulijte kuglicu u bubanj za poliranje i okrenite ga, zatim očistite kuglastu površinu sredstvom za čišćenje za poliranje i vodom kako bi postala čista i sjajna;
8. Odabir izgleda: ručnim vizualnim pregledom provjerite ima li nedostataka na površini čelične kuglice i mikrometrom izmjerite pravu zaobljenost, varijaciju promjera šarže i koristite mjerač površinske hrapavosti za otkrivanje površinske hrapavosti kao konačnu inspekciju;
9. Pakiranje: premažite čelične kuglice/kuglice od nehrđajućeg čelika/čelične kuglice za ležajeve uljem protiv hrđe i spakirajte ih u kartonske kutije ili tkane vrećice.
S razvojem tehnologije, potražnja za velikim ležajevima za teške uvjete rada u industriji proizvodnje opreme dodatno je porasla u smislu količine i kvalitete, a zahtjevi za količinom i kvalitetom nosača velikih čeličnih kuglica za ležajeve također se moraju odgovarajuće povećati. Varijacija promjera serije čelične kuglice trebala bi biti mala, hrapavost površine čelične kuglice trebala bi biti mala, točnost bi trebala biti visoka, a razlika između tvrdoće jezgre i površinske tvrdoće čelične kuglice trebala bi biti mala. Promjer velikih čeličnih kuglica sada je dosegao 150-200 mm.
Proces proizvodnje velikih čeličnih kuglica za ležajeve razlikuje se od procesa običnih specifikacija. Napravljena je sljedeća usporedba:
1. Proces proizvodnje velikih čeličnih kuglica za ležajeve:
Rezanje - Kovanje - Žarenje - Obrada tokarenjem - Toplinska obrada - Tvrdo brušenje - Početna istraživanja - Precizna istraživanja;
2. Proces proizvodnje čeličnih kuglica s uobičajenim specifikacijama:
Izvlačenje žice - Hladna glava - Lagana kugla - Meka kugla - Toplinska obrada - Tvrdo brušenje - Fino brušenje;
Proces proizvodnje uvezenih čeličnih kuglica za ležajeve
1) Oprema za proizvodnju koja koristi uvezene čelične kuglice za ležajeve
2) Prvo pomaknite hidraulički cilindar kako biste pomaknuli ploču za mljevenje sve dok se čelična kugla ne može postaviti između dvije ploče za mljevenje.
3) Instalirajte kuglasti izlaz i držite ga u slobodnom stanju. Zabodite vreteno kako biste ispunili prostor između dviju ploča za mljevenje čeličnim kuglicama i prilagodite izlaz kuglice
Oštrica za sakupljanje kuglice čvrsto je pričvršćena na čeonu površinu ploče za mljevenje (ili brusne ploče) i pričvršćena na izlaz kuglice. U ovom trenutku, preporučljivo je primijeniti pritisak na dvije ploče za mljevenje kako bi se kuglica od kromiranog čelika pokrenula na rotaciju.
4) Zatvorite zaštitni poklopac, pokrenite pumpu za vodu, pokrenite ladicu za materijal i pokrenite glavnu osovinu.
5) U skladu s procesnim navikama svake tvornice, prilagodite brzinu vretena i ladice za materijal i prilagodite količinu kuglica kako biste osigurali da su čelične kuglice u svakom utoru vodeće ploče ravnomjerno raspoređene
Ravnomjerno raspoređeni i ne preklapajući se.
6) Podesite tlak mljevenja, okrenite prekidač tlaka na radnoj ploči u otvoreni položaj, podesite ventil za povećanje tlaka na ploči hidrauličke stanice i podignite ga
Navedite tlak i zaključajte ga u svakoj tvornici te obratite pozornost na hidraulički sustav kako biste održali tlak tijekom pokretanja.
7) U normalnim radnim uvjetima potrebno je redovito promatrati radni status, tlak i nesmetan ulaz i izlaz hosta.
8) Kada čelična kugla dosegne zadanu veličinu i kvalitetu površine, prvo smanjite radni tlak, a zatim pritisnite glavni gumb za zaustavljanje.
9) Pripremite spremnik za uklanjanje čelične kuglice ležaja.